

Technické riešenie na riešenie nevyváženej rýchlosti extrúzie štvordutinovej linky na extrúziu plastových profilov
Technické riešenie na riešenie nevyváženej rýchlosti extrúzie štvordutinovej linky na extrúziu plastových profilov
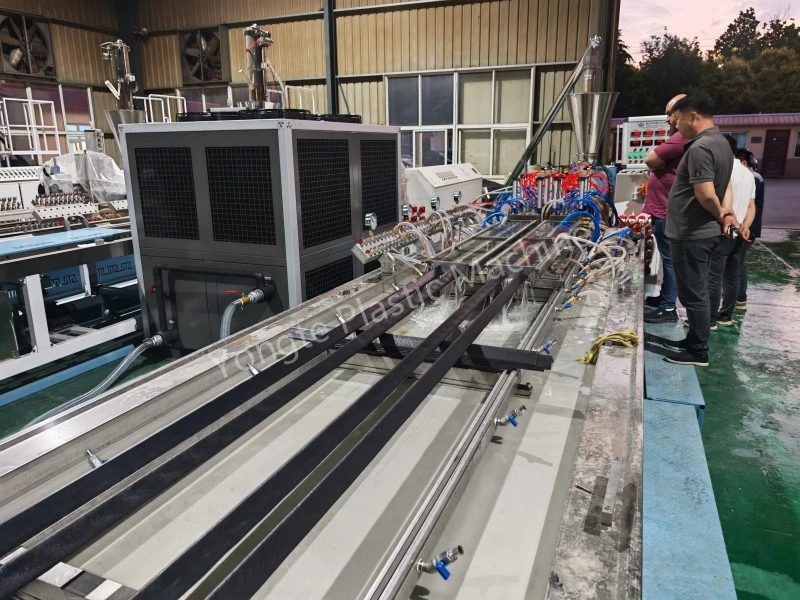
Vo výrobnom procese vytláčania plastových profilov so štyrmi dutinami je bežným technickým problémom nevyvážená rýchlosť vytláčania medzi štyrmi dutinami. Tento problém priamo spôsobí nekonzistentnú rozmerovú presnosť produktu, nerovnomernú hrúbku steny, chybné profily a zníženú výťažnosť výroby, čo vážne obmedzí stabilitu a efektivitu hromadnej výroby. Na základe skutočných výrobných materiálov a špecifikácií produktov zákazníkov, inžiniersky tím Yongte vyvinul cielenú profesionálnu optimalizovanú matricu a schému podporného systému na dôkladné vyriešenie problému nekonzistentnej prevádzkovej rýchlosti štvordutinových profilov, realizovanie vysoko presnej, stabilnej a synchrónnej výroby štvordutinových vytláčacích liniek.
1. Pozadie technických problémov
Tradičné integrované vytláčacie lisovnice so štyrmi dutinami využívajú integrálnu štruktúru vykurovania a riadenia prietoku. Vplyvom faktorov, ako je nerovnomerná distribúcia toku taveniny, teplotné odchýlky v miestnych oblastiach lisovnice a chyby pri montáži, je rýchlosť vytláčania štyroch dutín náchylná na nekonzistentnosť počas nepretržitej výroby. Odchýlka rýchlosti medzi dutinami povedie k rozdielom v rýchlosti vytvárania profilu a zmrašťovaní pri chladení, čo má za následok chyby v kvalite šarže, ako je deformácia, deformácia, veľkosť mimo tolerancie a nerovnomerná rovinnosť povrchu hotových výrobkov, ktoré nemôžu spĺňať vysoké štandardné výrobné požiadavky plastových profilov.
2. Profesionálna optimalizovaná návrhová schéma
V kombinácii s charakteristikami surovín zákazníka, parametrami štruktúry produktu a výrobnými podmienkami na mieste, inžinieri Yongte vykonali cielený prispôsobený dizajn pre štruktúru matrice, riadenie toku, trakčné rezanie a pomocný dopravný systém s nasledujúcimi podrobnými technickými riešeniami:
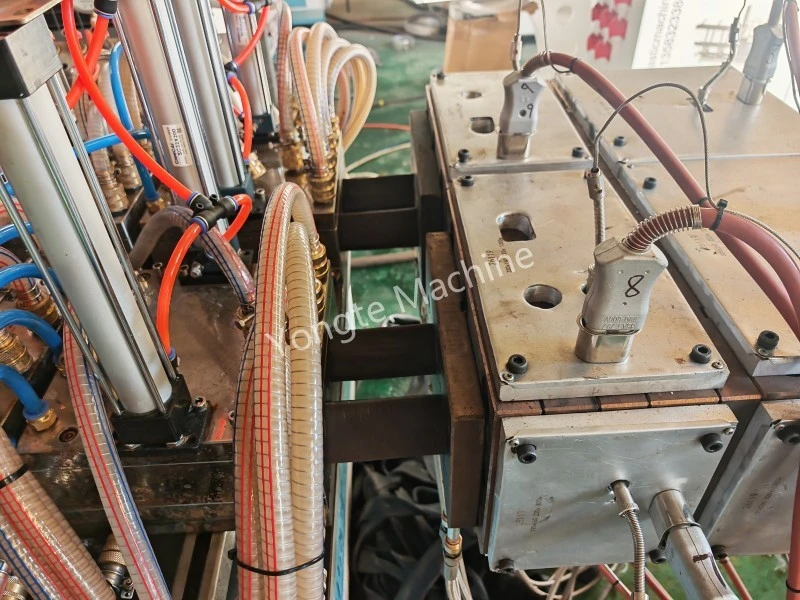
2.1 Dvojitá štruktúra tela lisovnice s nezávislým ovládaním teploty
Pôvodné integrálne štvordutinové telo matrice je optimalizované na advojitá nezávislá štruktúra tela matrice, pričom každé telo formy je vybavené dvoma vytláčacími dutinami. Dve sady telies lisovníc sú úplne nezávislé v konštrukčnom dizajne a systéme riadenia teploty. Každé telo matrice je konfigurované s nezávislým vykurovacím modulom a jednotkou na reguláciu teploty, ktorá dokáže realizovať samostatné presné nastavenie teploty a reguláciu konštantnej teploty. Táto konštrukcia efektívne rieši problém nekonzistentnej tekutosti taveniny spôsobenej integrálnou odchýlkou teploty matrice, stabilizuje stav tavenia plastu každej dutiny zo zdroja a odstraňuje základnú príčinu rozdielu rýchlosti medzi rôznymi telesami matrice.

2.2 Nezávislý mechanizmus nastavenia prietoku pre jedno teleso matrice
Každé nezávislé teleso matrice je vybavené špeciálnym zariadením matice na nastavenie prietoku. Pre odchýlku rýchlosti dvoch dutín vo vnútri toho istého telesa jednej matrice spôsobenú malými rozdielmi prietoku a chybami pri montáži je možné vykonať jemné nastavenie on-line pomocou matice na nastavenie prietoku. Presným nastavením toku privádzania taveniny jedinej dutiny môže byť rýchlosť vytláčania dvoch dutín v rovnakom telese formy úplne synchrónna, pričom sa realizuje mikroúrovňová kalibrácia rýchlosti dutiny a zabezpečuje sa rovnomernosť výstupu vytláčania a rýchlosti tvarovania každej dutiny v rovnakej skupine.
2.3 Dvojitý nezávislý systém riadenia rýchlosti trakcie
Dve sady nezávislých trakčných systémov sú nakonfigurované tak, aby zodpovedali dvojitému telesu lisovnice a usporiadaniu dutín v dvoch skupinách. Na rozdiel od tradičného režimu jednej trakcie, ktorý poháňa súčasne štyri dutiny, dve súpravy trakčných zariadení fungujú nezávisle so samostatnými programami riadenia rýchlosti. Systém dokáže nezávisle nastaviť rýchlosť ťahu dvoch skupín dvojdutinových profilov podľa skutočnej rýchlosti vytláčania dvoch telies lisovníc, pričom realizuje dynamické prispôsobenie rýchlosti vytláčania a rýchlosti ťahu, vyhýba sa rozťahovaniu profilu, zmršťovaniu a rozmerovým odchýlkam spôsobeným asynchrónnym ťahom a ďalej zabezpečuje celkovú rýchlostnú konzistenciu štyroch dutín.

2.4 Nezávislý rezací systém s pevnou dĺžkou
V súlade s dvojskupinovou extrúziou a trakčnou štruktúrou sú dve sady nezávislých rezacích systémov vybavené pre samostatné rezanie s pevnou dĺžkou. Každý rezací systém nezávisle sleduje a prispôsobuje rýchlosť chodu a zdvih podávania zodpovedajúcej skupiny profilov. Nezávislý režim riadenia rezu eliminuje chybu rezania a dĺžkovú nekonzistenciu spôsobenú jednotným rezaním profilov s malými rozdielmi v rýchlosti, zaisťuje presnosť rezu s pevnou dĺžkou každého profilu dutiny a zlepšuje mieru kvalifikácie produktu.

2.5 Zosúladenie automatického systému prepravy a stohovania
Sú nakonfigurované dve sady nezávislých dopravných a stohovacích regálov, ktoré sú presne zladené s duálnymi rezacími systémami. Po dokončení rezania s pevnou dĺžkou rezacím zariadením dopravné a stohovacie zariadenie automaticky dokončí príjem materiálu, dopravu a stohovanie zodpovedajúcej skupiny profilov. Synchrónna a nezávislá prevádzka dopravného systému zabraňuje hromadeniu materiálu, vytláčaniu a zmätkom pri doprave spôsobeným asynchrónnou rýchlosťou rôznych profilov dutín, zabezpečuje plynulú a nepretržitú prevádzku celej výrobnej linky a realizuje automatizovanú a riadnu výrobu.

3. Technické výhody a produkčné efekty
Prostredníctvom vyššie uvedeného systematického prispôsobeného dizajnu je problém nekonzistentnej štvordutinovej rýchlosti vytláčania pri výrobe plastových profilov úplne vyriešený. Dvojité nezávislé riadenie teploty + jednoskupinové jemné nastavenie prietoku + duálny nezávislý systém trakcie a rezu tvoria systém úplnej kalibrácie rýchlosti a synchrónneho riadenia. Schéma má nasledujúce významné výhody: po prvé, realizuje riadenie zdroja toku taveniny a teploty a eliminuje počiatočný rozdiel rýchlosti extrúzie; po druhé, realizuje dynamické jemné nastavenie rýchlosti vo výrobnom procese, aby sa zabezpečila dlhodobá synchrónna prevádzka štyroch dutín; po tretie, zodpovedajúci automatizovaný pomocný systém zlepšuje stabilitu výroby a konzistenciu hotových výrobkov.
Po overení výroby na mieste táto optimalizovaná konštrukcia účinne znižuje rozmerovú toleranciu a chybovosť tvárnenia štvordutinových profilov, zlepšuje celkovú stabilitu výroby a efektivitu výroby vytláčacej linky a je vhodná na dlhodobú a veľkoobjemovú štandardizovanú výrobu rôznych plastových profilov.

Súvisiace správy
- 4 Výrobná linka na výrobu dutinových plastových profilov Dodávka do Jordánska po úspešnom uvedení do prevádzky
- Profesionálne riešenia pre žltnutie, šmuhy a krehké praskanie drevených a plastových kompozitných povrchov dverí
- 4 Stroj na vytláčanie dutín z recyklovaného plastového profilu Dosahuje vysokú rýchlosť 8 metrov za minútu
- Riešenie problémov s výrobou extrudéra WPC
- Aký materiál možno použiť v stroji Yongte WPC?
- Výrobná linka na recykláciu odpadového textilu úspešne testovaná
Nechajte mi správu











